








ਇਹ ਪਤਲੀ-ਦੀਵਾਰ ਵਾਲੇ ਹਿੱਸੇ ਕਿਵੇਂ ਪੈਦਾ ਹੁੰਦੇ ਹਨ?

ਮੈਟਲ ਸਪਿਨਿੰਗ ਸ਼ੀਟ ਮੈਟਲ ਲਈ ਇੱਕ ਸਮਮਿਤੀ ਰੋਟੇਸ਼ਨਲ ਬਣਾਉਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਹੈ।ਸਪਿੰਡਲ ਖਾਲੀ ਅਤੇ ਮੋਲਡ ਕੋਰ ਨੂੰ ਘੁੰਮਾਉਣ ਲਈ ਚਲਾਉਂਦਾ ਹੈ, ਅਤੇ ਫਿਰ ਰੋਟਰੀ ਵ੍ਹੀਲ ਘੁੰਮਦੇ ਖਾਲੀ 'ਤੇ ਦਬਾਅ ਲਾਗੂ ਕਰਦਾ ਹੈ।ਸਪਿਨਿੰਗ ਮਸ਼ੀਨ ਦੇ ਮੁੱਖ ਸ਼ਾਫਟ ਦੀ ਰੋਟਰੀ ਮੋਸ਼ਨ ਅਤੇ ਟੂਲ ਦੀ ਲੰਬਕਾਰੀ ਅਤੇ ਟ੍ਰਾਂਸਵਰਸ ਫੀਡ ਮੋਸ਼ਨ ਦੇ ਕਾਰਨ, ਇਹ ਸਥਾਨਕ ਪਲਾਸਟਿਕ ਵਿਗਾੜ ਹੌਲੀ-ਹੌਲੀ ਪੂਰੇ ਖਾਲੀ ਹਿੱਸੇ ਵਿੱਚ ਫੈਲਦਾ ਹੈ, ਜਿਸ ਨਾਲ ਸਰੀਰ ਦੇ ਖੋਖਲੇ ਘੁੰਮਦੇ ਹੋਏ ਵੱਖ-ਵੱਖ ਆਕਾਰ ਪ੍ਰਾਪਤ ਹੁੰਦੇ ਹਨ।
ਪ੍ਰਕਿਰਿਆ ਦੀ ਲਾਗਤ: ਉੱਲੀ ਦੀ ਲਾਗਤ (ਘੱਟ), ਸਿੰਗਲ ਟੁਕੜੇ ਦੀ ਲਾਗਤ (ਮੱਧਮ)
ਆਮ ਉਤਪਾਦ: ਫਰਨੀਚਰ, ਲੈਂਪ, ਏਰੋਸਪੇਸ, ਆਵਾਜਾਈ, ਮੇਜ਼ ਦੇ ਸਮਾਨ, ਗਹਿਣੇ, ਆਦਿ।
ਉਪਜ ਅਨੁਕੂਲ: ਛੋਟੇ ਅਤੇ ਦਰਮਿਆਨੇ ਬੈਚ ਉਤਪਾਦਨ


ਸਤਹ ਗੁਣਵੱਤਾ:
ਸਤਹ ਦੀ ਗੁਣਵੱਤਾ ਜ਼ਿਆਦਾਤਰ ਆਪਰੇਟਰ ਦੇ ਹੁਨਰ ਅਤੇ ਉਤਪਾਦਨ ਦੀ ਗਤੀ 'ਤੇ ਨਿਰਭਰ ਕਰਦੀ ਹੈ
ਮਸ਼ੀਨਿੰਗ ਸਪੀਡ: ਹਿੱਸੇ ਦੇ ਆਕਾਰ, ਜਟਿਲਤਾ ਅਤੇ ਸ਼ੀਟ ਮੈਟਲ ਮੋਟਾਈ 'ਤੇ ਨਿਰਭਰ ਕਰਦੇ ਹੋਏ, ਮੱਧਮ ਤੋਂ ਉੱਚ ਉਤਪਾਦਨ ਦੀ ਗਤੀ
ਲਾਗੂ ਸਮੱਗਰੀ:
ਗਰਮ ਧਾਤ ਦੀਆਂ ਚਾਦਰਾਂ ਜਿਵੇਂ ਕਿ ਸਟੀਲ, ਪਿੱਤਲ, ਤਾਂਬਾ, ਅਲਮੀਨੀਅਮ, ਟਾਈਟੇਨੀਅਮ ਆਦਿ ਲਈ ਢੁਕਵਾਂ।
ਡਿਜ਼ਾਈਨ ਵਿਚਾਰ:
1. ਮੈਟਲ ਸਪਿਨਿੰਗ ਸਿਰਫ ਰੋਟੇਸ਼ਨਲੀ ਸਮਮਿਤੀ ਹਿੱਸਿਆਂ ਦੇ ਨਿਰਮਾਣ ਲਈ ਢੁਕਵੀਂ ਹੈ, ਅਤੇ ਸਭ ਤੋਂ ਆਦਰਸ਼ ਸ਼ਕਲ ਗੋਲਾਕਾਰ ਪਤਲੇ-ਸ਼ੈੱਲ ਧਾਤ ਦੇ ਹਿੱਸੇ ਹਨ;
2. ਮੈਟਲ ਸਪਿਨਿੰਗ ਦੁਆਰਾ ਬਣਾਏ ਗਏ ਹਿੱਸਿਆਂ ਲਈ, ਅੰਦਰੂਨੀ ਵਿਆਸ ਨੂੰ 2.5m ਦੇ ਅੰਦਰ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।

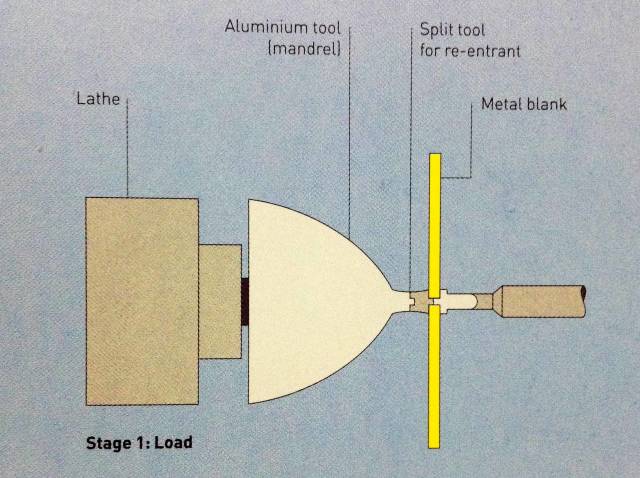
ਕਦਮ 1: ਮਸ਼ੀਨ ਮੰਡਰੇਲ 'ਤੇ ਕੱਟੇ ਹੋਏ ਗੋਲ ਮੈਟਲ ਸ਼ੀਟ ਨੂੰ ਠੀਕ ਕਰੋ।
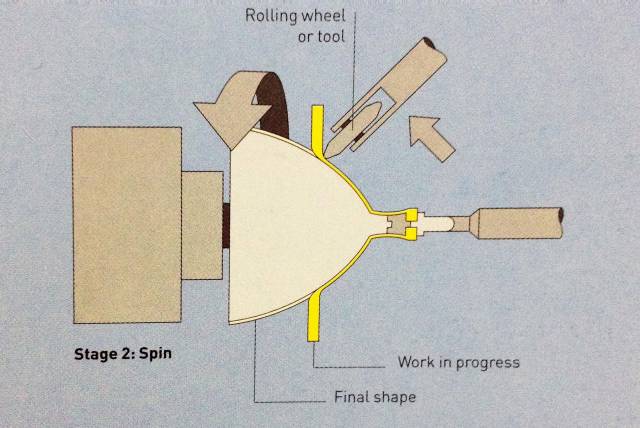
ਕਦਮ 2: ਮੈਂਡਰਲ ਗੋਲਾਕਾਰ ਧਾਤ ਦੀ ਪਲੇਟ ਨੂੰ ਤੇਜ਼ ਰਫ਼ਤਾਰ ਨਾਲ ਘੁੰਮਾਉਣ ਲਈ ਚਲਾਉਂਦਾ ਹੈ, ਅਤੇ ਰਨਰ ਵਾਲਾ ਟੂਲ ਧਾਤ ਦੀ ਸਤ੍ਹਾ ਨੂੰ ਉਦੋਂ ਤੱਕ ਦਬਾਉਣਾ ਸ਼ੁਰੂ ਕਰ ਦਿੰਦਾ ਹੈ ਜਦੋਂ ਤੱਕ ਧਾਤ ਦੀ ਪਲੇਟ ਉੱਲੀ ਦੀ ਅੰਦਰਲੀ ਕੰਧ 'ਤੇ ਪੂਰੀ ਤਰ੍ਹਾਂ ਫਿੱਟ ਨਹੀਂ ਹੋ ਜਾਂਦੀ।
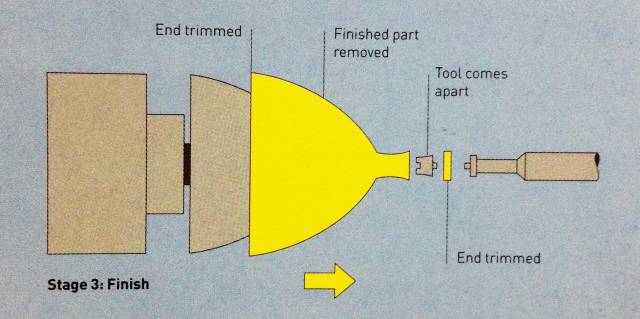
ਕਦਮ 3: ਮੋਲਡਿੰਗ ਪੂਰੀ ਹੋਣ ਤੋਂ ਬਾਅਦ, ਮੈਂਡਰਲ ਨੂੰ ਹਟਾ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਡਿਮੋਲਡਿੰਗ ਲਈ ਹਿੱਸੇ ਦੇ ਉੱਪਰ ਅਤੇ ਹੇਠਲੇ ਹਿੱਸੇ ਨੂੰ ਕੱਟ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ।
ਸਾਨੂੰ ਆਪਣਾ ਸੁਨੇਹਾ ਭੇਜੋ:
-

ਅਲਮੀਨੀਅਮ CNC ਮਸ਼ੀਨਿੰਗ ਹਿੱਸੇ
-

ਅਲਮੀਨੀਅਮ ਸ਼ੀਟ ਮੈਟਲ ਫੈਬਰੀਕੇਸ਼ਨ
-

ਐਕਸਿਸ ਉੱਚ ਸ਼ੁੱਧਤਾ ਸੀਐਨਸੀ ਮਸ਼ੀਨਿੰਗ ਪਾਰਟਸ
-

ਇਟਲੀ ਲਈ CNC ਮਸ਼ੀਨ ਵਾਲੇ ਹਿੱਸੇ
-

CNC ਮਸ਼ੀਨਿੰਗ ਅਲਮੀਨੀਅਮ ਦੇ ਹਿੱਸੇ
-

ਆਟੋ ਪਾਰਟਸ ਮਸ਼ੀਨਿੰਗ
-

ਟਾਈਟੇਨੀਅਮ ਅਲਾਏ ਫੋਰਜਿੰਗਜ਼
-

ਟਾਈਟੇਨੀਅਮ ਅਤੇ ਟਾਈਟੇਨੀਅਮ ਅਲਾਏ ਫਿਟਿੰਗਸ
-

ਟਾਈਟੇਨੀਅਮ ਅਤੇ ਟਾਈਟੇਨੀਅਮ ਅਲਾਏ ਫੋਰਜਿੰਗਜ਼
-

ਟਾਈਟੇਨੀਅਮ ਅਤੇ ਟਾਈਟੇਨੀਅਮ ਮਿਸ਼ਰਤ ਤਾਰਾਂ
-

ਟਾਈਟੇਨੀਅਮ ਬਾਰ
-

ਟਾਈਟੇਨੀਅਮ ਸਹਿਜ ਪਾਈਪਾਂ/ਟਿਊਬਾਂ
-

ਟਾਈਟੇਨੀਅਮ ਵੇਲਡ ਪਾਈਪਾਂ/ਟਿਊਬਾਂ












