CNC ਆਟੋ ਪਾਰਟਸ ਪ੍ਰੋਫੈਸ਼ਨਲ ਨਿਰਮਾਤਾ
BMT ਸ਼ੁੱਧਤਾ ਮਸ਼ੀਨਿੰਗ, ਗੈਰ-ਸਟੈਂਡਰਡ ਪਾਰਟਸ ਪ੍ਰੋਸੈਸਿੰਗ, ਸੀਐਨਸੀ ਬਲਕ ਪਾਰਟਸ ਪ੍ਰੋਸੈਸਿੰਗ, ਸੰਖਿਆਤਮਕ ਨਿਯੰਤਰਣ ਕਾਰ ਪਾਰਟਸ ਪ੍ਰੋਸੈਸਿੰਗ, ਉੱਚ ਸਟੀਕਸ਼ਨ ਪਾਰਟਸ ਪ੍ਰੋਸੈਸਿੰਗ ਵਿੱਚ ਬੈਚ ਟਾਈਟੇਨੀਅਮ ਅਲਾਏ, ਸ਼ਾਫਟ ਪਾਰਟਸ ਪ੍ਰੋਸੈਸਿੰਗ, ਸੈਮੀਕੰਡਕਟਰ ਉਪਕਰਣ ਪਾਰਟਸ ਪ੍ਰੋਸੈਸਿੰਗ, ਆਦਿ ਵਿੱਚ ਮੁਹਾਰਤ ਰੱਖਦਾ ਹੈ, ਇਸ ਕੋਲ ਅਮੀਰ ਤਜਰਬਾ ਹੈ, ਲੈਸ ਹੈ। ਸੀਐਨਸੀ ਮਸ਼ੀਨਿੰਗ ਸੈਂਟਰ, ਸੀਐਨਸੀ ਖਰਾਦ, ਤਾਰ ਕੱਟਣ, ਮਿਲਿੰਗ ਮਸ਼ੀਨ, ਪੀਸਣ ਵਾਲੀ ਮਸ਼ੀਨ, ਉੱਕਰੇ ਹੋਏ, ਤਿੰਨ ਕੋਆਰਡੀਨੇਟਸ ਮਾਪਣ ਵਾਲੇ ਯੰਤਰ, ਉਚਾਈ ਮਾਪਣ ਵਾਲੇ ਯੰਤਰ ਅਤੇ ਹੋਰ ਉੱਚ ਸ਼ੁੱਧਤਾ ਉਤਪਾਦਨ ਅਤੇ ਖੋਜ ਉਪਕਰਣ ਦੇ ਨਾਲ।

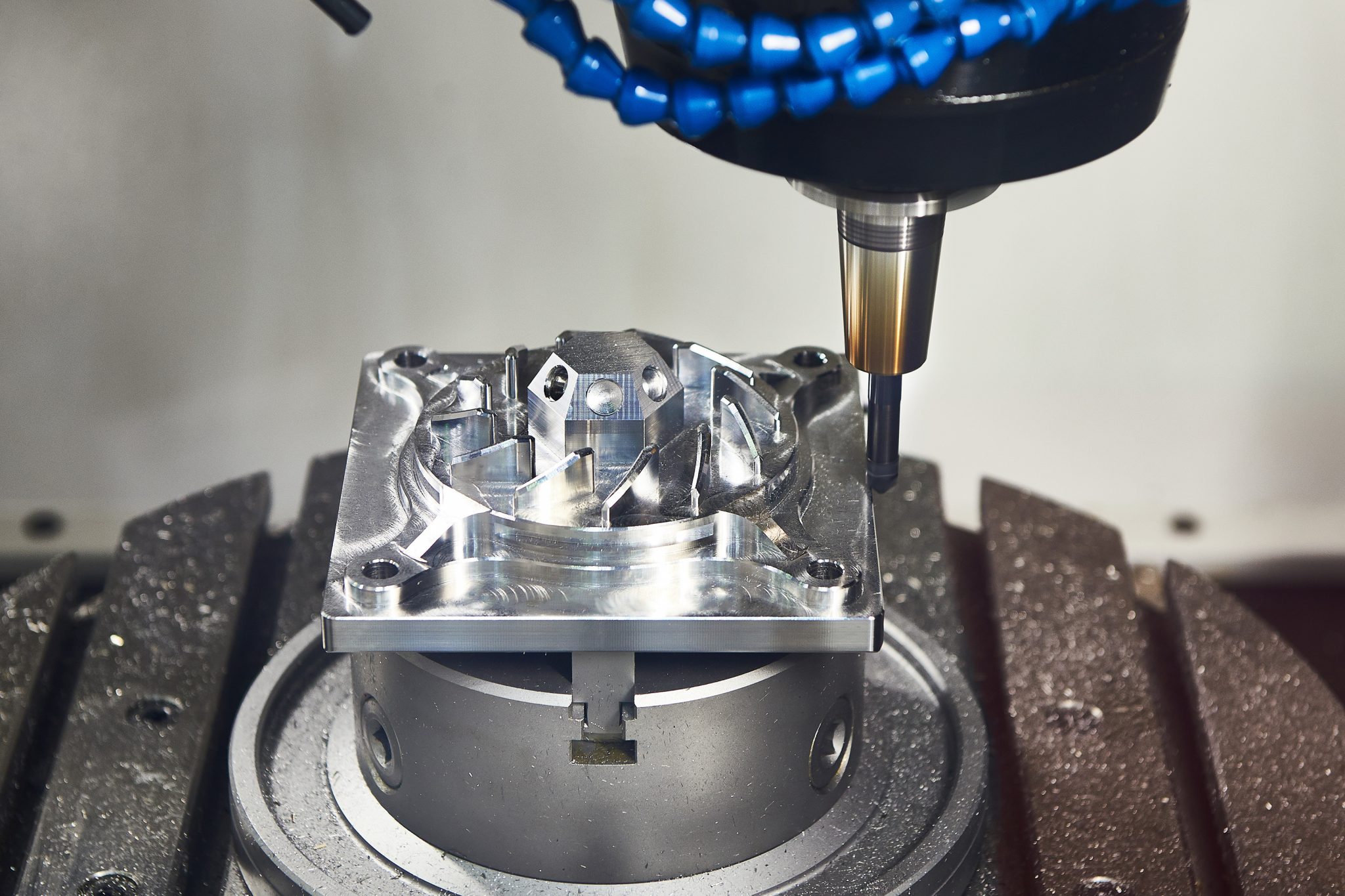
1. ਪ੍ਰੋਸੈਸਿੰਗ ਡਰਾਇੰਗ ਦਾ ਵਿਸ਼ਲੇਸ਼ਣ ਕਰੋ ਅਤੇ ਪ੍ਰੋਸੈਸਿੰਗ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਨਿਰਧਾਰਤ ਕਰੋ
ਗਾਹਕ ਦੁਆਰਾ ਪ੍ਰਦਾਨ ਕੀਤੇ ਗਏ ਪ੍ਰੋਸੈਸਿੰਗ ਡਰਾਇੰਗਾਂ ਦੇ ਅਨੁਸਾਰ, ਪ੍ਰਕਿਰਿਆ ਕਰਮਚਾਰੀ ਆਕਾਰ, ਅਯਾਮੀ ਸ਼ੁੱਧਤਾ, ਸਤਹ ਦੀ ਖੁਰਦਰੀ, ਵਰਕਪੀਸ ਸਮੱਗਰੀ, ਖਾਲੀ ਕਿਸਮ ਅਤੇ ਹਿੱਸਿਆਂ ਦੀ ਗਰਮੀ ਦੇ ਇਲਾਜ ਦੀ ਸਥਿਤੀ ਦਾ ਵਿਸ਼ਲੇਸ਼ਣ ਕਰ ਸਕਦੇ ਹਨ, ਅਤੇ ਫਿਰ ਮਸ਼ੀਨ ਟੂਲ, ਟੂਲ ਦੀ ਚੋਣ ਕਰ ਸਕਦੇ ਹਨ, ਪੋਜੀਸ਼ਨਿੰਗ ਕਲੈਂਪਿੰਗ ਨਿਰਧਾਰਤ ਕਰ ਸਕਦੇ ਹਨ. ਡਿਵਾਈਸ, ਪ੍ਰੋਸੈਸਿੰਗ ਵਿਧੀ, ਪ੍ਰੋਸੈਸਿੰਗ ਕ੍ਰਮ ਅਤੇ ਕੱਟਣ ਵਾਲੀ ਖੁਰਾਕ ਦਾ ਆਕਾਰ। ਮਸ਼ੀਨਿੰਗ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਨਿਰਧਾਰਤ ਕਰਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ, ਸੀਐਨਸੀ ਮਸ਼ੀਨ ਟੂਲ ਦੇ ਕਮਾਂਡ ਫੰਕਸ਼ਨ ਨੂੰ ਪੂਰੀ ਤਰ੍ਹਾਂ ਵਿਚਾਰਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਮਸ਼ੀਨ ਟੂਲ ਦੀ ਕੁਸ਼ਲਤਾ ਨੂੰ ਪੂਰਾ ਖੇਡ ਦਿਓ, ਤਾਂ ਜੋ ਪ੍ਰੋਸੈਸਿੰਗ ਰੂਟ ਵਾਜਬ ਹੋਵੇ, ਘੱਟ ਚਾਕੂ ਵਾਰ ਅਤੇ ਘੱਟ ਪ੍ਰੋਸੈਸਿੰਗ ਸਮਾਂ.

2. ਟੂਲ ਪਾਥ ਮਾਰਗ ਦੇ ਤਾਲਮੇਲ ਮੁੱਲ ਦੀ ਵਾਜਬ ਢੰਗ ਨਾਲ ਗਣਨਾ ਕਰੋ
ਮਸ਼ੀਨਿੰਗ ਹਿੱਸੇ ਦੇ ਜਿਓਮੈਟ੍ਰਿਕ ਆਕਾਰ ਅਤੇ ਸੈੱਟ ਪ੍ਰੋਗਰਾਮਿੰਗ ਕੋਆਰਡੀਨੇਟ ਸਿਸਟਮ ਦੇ ਅਨੁਸਾਰ, ਕਟਰ ਰੂਟ ਦੇ ਕੇਂਦਰ ਦੇ ਮੋਸ਼ਨ ਮਾਰਗ ਦੀ ਗਣਨਾ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਕਟਰ ਸਥਿਤੀ ਦਾ ਸਾਰਾ ਡਾਟਾ ਪ੍ਰਾਪਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਜਨਰਲ ਸੀਐਨਸੀ ਸਿਸਟਮ ਵਿੱਚ ਰੇਖਿਕ ਇੰਟਰਪੋਲੇਸ਼ਨ ਅਤੇ ਸਰਕੂਲਰ ਇੰਟਰਪੋਲੇਸ਼ਨ ਦਾ ਕੰਮ ਹੁੰਦਾ ਹੈ, ਮੁਕਾਬਲਤਨ ਸਧਾਰਨ ਪਲੈਨਰ ਆਕਾਰ ਦੇ ਹਿੱਸਿਆਂ ਲਈ, ਜਿਵੇਂ ਕਿ ਲਾਈਨ ਅਤੇ ਆਰਕ ਕੰਟੂਰ ਮਸ਼ੀਨਿੰਗ ਦੇ ਹਿੱਸੇ, ਸਿਰਫ ਸ਼ੁਰੂਆਤੀ ਬਿੰਦੂ ਅਤੇ ਅੰਤ ਬਿੰਦੂ ਦੇ ਜਿਓਮੈਟ੍ਰਿਕ ਤੱਤਾਂ ਦੀ ਗਣਨਾ ਕਰਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਚੱਕਰ ਦੇ ਸਰਕੂਲਰ ਚਾਪ ( ਜਾਂ ਸਰਕੂਲਰ ਆਰਕ ਰੇਡੀਅਸ), ਦੋ ਜਿਓਮੈਟ੍ਰਿਕਲ ਐਲੀਮੈਂਟ ਇੰਟਰਸੈਕਸ਼ਨ ਬਿੰਦੂ ਜਾਂ ਟੈਂਜੈਂਟ ਪੁਆਇੰਟ ਕੋਆਰਡੀਨੇਟ ਮੁੱਲ। ਜੇਕਰ nc ਸਿਸਟਮ ਵਿੱਚ ਟੂਲ ਮੁਆਵਜ਼ਾ ਫੰਕਸ਼ਨ ਨਹੀਂ ਹੈ, ਤਾਂ ਟੂਲ ਸੈਂਟਰ ਟ੍ਰੈਜੈਕਟਰੀ ਕੋਆਰਡੀਨੇਟ ਮੁੱਲ ਦੀ ਗਣਨਾ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ। ਗੁੰਝਲਦਾਰ ਆਕਾਰ ਵਾਲੇ ਹਿੱਸਿਆਂ ਲਈ (ਜਿਵੇਂ ਕਿ ਗੈਰ-ਗੋਲਾਕਾਰ ਕਰਵ ਅਤੇ ਸਤਹ ਤੋਂ ਬਣੇ ਹਿੱਸੇ), ਅਸਲ ਵਕਰ ਜਾਂ ਸਤਹ ਦਾ ਅੰਦਾਜ਼ਾ ਲਗਾਉਣ ਲਈ ਸਿੱਧੀ ਰੇਖਾ ਖੰਡ (ਜਾਂ ਚਾਪ ਖੰਡ) ਦੀ ਵਰਤੋਂ ਕਰਨਾ ਜ਼ਰੂਰੀ ਹੈ, ਅਤੇ ਇਸਦੇ ਤਾਲਮੇਲ ਮੁੱਲ ਦੀ ਗਣਨਾ ਕਰਨਾ ਜ਼ਰੂਰੀ ਹੈ। ਲੋੜੀਂਦੀ ਮਸ਼ੀਨਿੰਗ ਸ਼ੁੱਧਤਾ ਦੇ ਅਨੁਸਾਰ ਨੋਡ.
3. ਭਾਗਾਂ ਲਈ CNC ਮਸ਼ੀਨਿੰਗ ਪ੍ਰੋਗਰਾਮ ਲਿਖੋ
ਟੂਲ ਪਾਥ ਡੇਟਾ ਦੀ ਗਣਨਾ ਕਰਨ ਲਈ ਚਾਕੂ ਰੂਟ ਦੇ ਭਾਗਾਂ ਦੇ ਅਨੁਸਾਰ ਅਤੇ ਪ੍ਰਕਿਰਿਆ ਦੇ ਮਾਪਦੰਡ ਨਿਰਧਾਰਤ ਕੀਤੇ ਗਏ ਹਨ ਅਤੇ ਸਹਾਇਕ ਕਾਰਵਾਈ, ਪ੍ਰੋਗਰਾਮਿੰਗ ਕਰਮਚਾਰੀ ਫੰਕਸ਼ਨਲ ਨਿਰਦੇਸ਼ਾਂ ਅਤੇ ਪ੍ਰੋਗਰਾਮ ਫਾਰਮੈਟ ਵਿੱਚ ਨਿਰਧਾਰਤ ਅੰਕੀ ਨਿਯੰਤਰਣ ਪ੍ਰਣਾਲੀ ਦੀ ਵਰਤੋਂ ਦੇ ਅਨੁਸਾਰ ਹੋ ਸਕਦੇ ਹਨ, ਭਾਗ ਦੁਆਰਾ ਪ੍ਰੋਸੈਸਿੰਗ ਪ੍ਰੋਗਰਾਮ ਦੇ ਹਿੱਸੇ ਲਿਖਣ ਲਈ ਭਾਗ. ਇਸ ਵੱਲ ਧਿਆਨ ਦਿੱਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ: ਪਹਿਲਾਂ, ਪ੍ਰੋਗਰਾਮ ਲਿਖਣ ਦਾ ਮਾਨਕੀਕਰਨ ਪ੍ਰਗਟ ਕਰਨਾ ਅਤੇ ਸੰਚਾਰ ਕਰਨਾ ਆਸਾਨ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ; ਦੂਜਾ, ਪੂਰੀ ਜਾਣ-ਪਛਾਣ ਦੇ ਆਧਾਰ 'ਤੇ ਸੀਐਨਸੀ ਮਸ਼ੀਨ ਟੂਲ ਦੀ ਕਾਰਗੁਜ਼ਾਰੀ ਅਤੇ ਨਿਰਦੇਸ਼ਾਂ ਦੀ ਵਰਤੋਂ ਵਿਚ, ਹੁਨਰ, ਪ੍ਰੋਗਰਾਮਿੰਗ ਹੁਨਰ ਦੀ ਵਰਤੋਂ ਦੀ ਹਦਾਇਤ.






